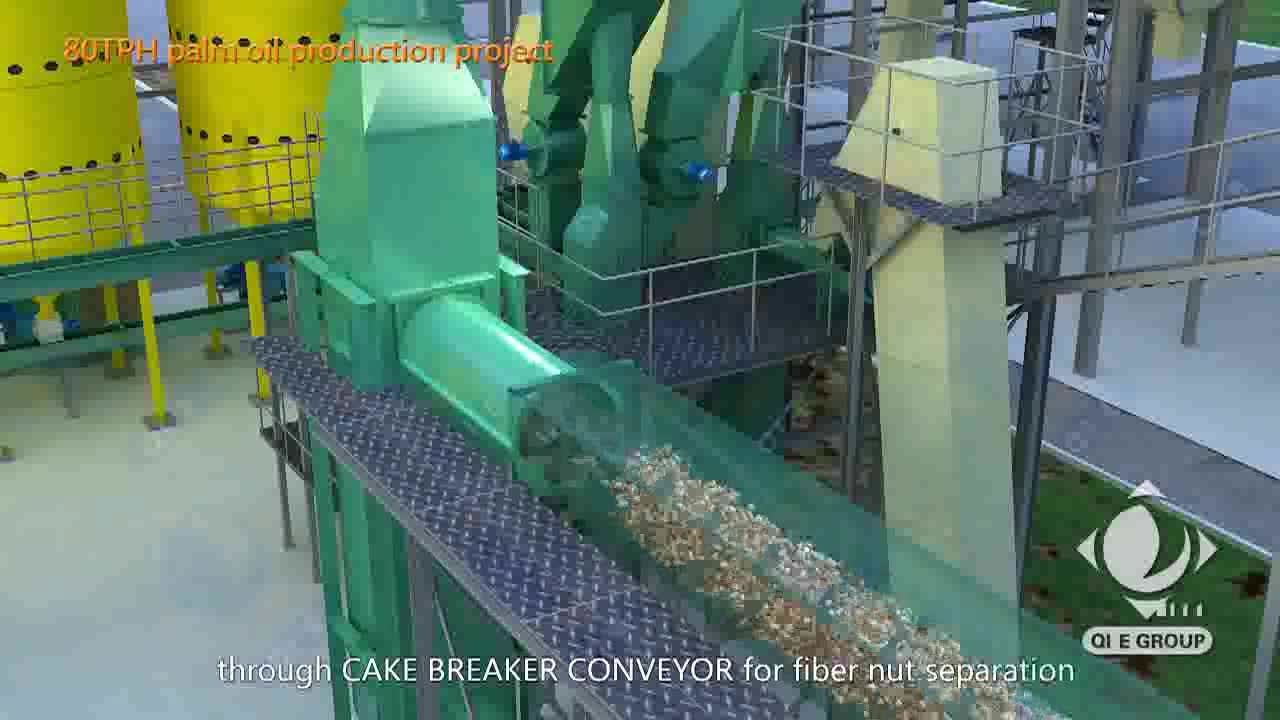
在东南亚和非洲的棕榈油产区,越来越多的加工厂正在从传统单螺杆压榨转向双螺杆系统。为什么?因为效率提升20%以上、能耗下降15%-25%——这不是理论数据,而是来自中国广西某中型油脂厂的真实案例。
棕榈果浆含水率波动大(通常在35%-55%),直接影响压榨机进料均匀性和出油纯度。我们调研发现,若不根据原料水分调整双螺杆转速与压力段分配,会导致毛油杂质超标(>0.8%)或产能浪费(低于设计值的70%)。
例如,在马来西亚一家年产3万吨棕榈毛油的企业中,通过优化以下三个核心参数:
最终实现了日均产量稳定在9.5吨/小时,残油率从8.2%降至5.1%,年节能成本超$12万。

很多客户误以为更换设备就能解决问题,其实真正的价值在于对操作逻辑的理解。我们建议每季度进行一次“参数校准”:结合原料批次检测报告(水分、酸价、胶质含量)动态微调设备设置。
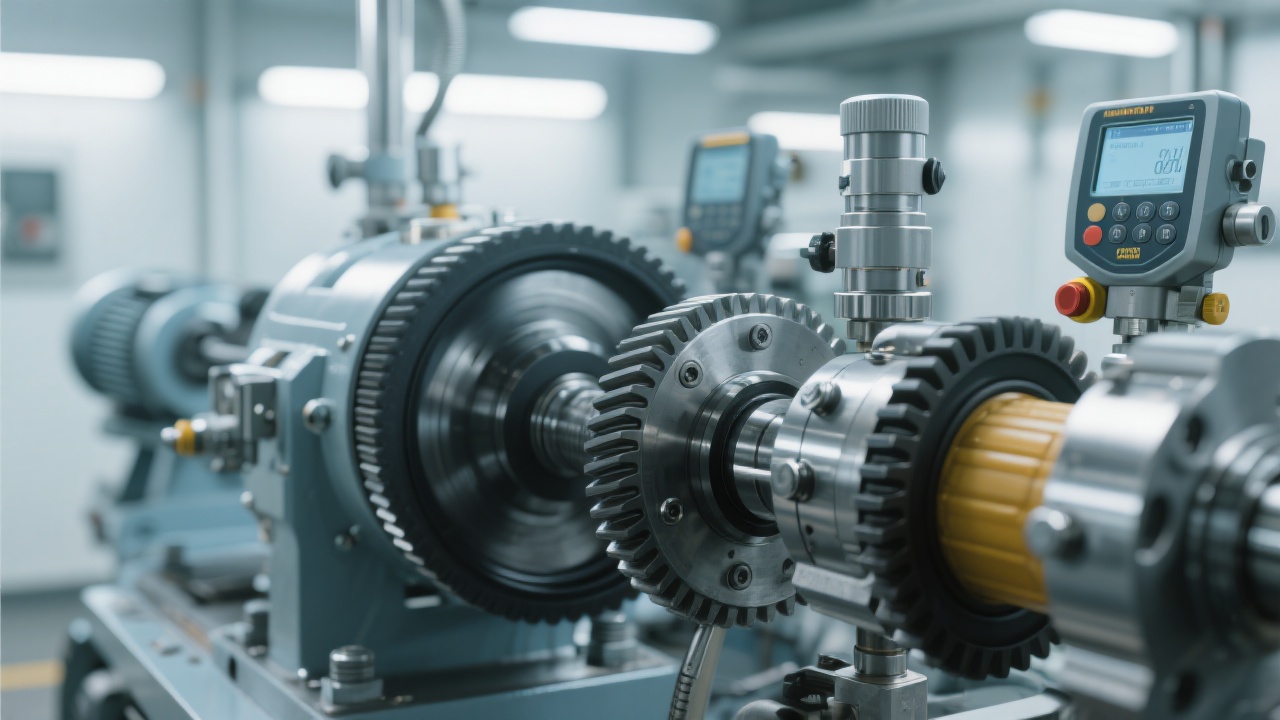
维护方面,重点监控两个指标:轴承温升(≤45°C)和主电机电流稳定性(波动<5%)。一旦异常,及时排查是否有异物卡滞或润滑不良问题——这往往能避免停机超过8小时。

如果你正面临生产瓶颈、能耗过高或品质不稳定的问题,不妨先停下来问问自己:是不是该重新审视这套设备的“使用说明书”?

 139
|
139
|
 棕榈油精炼工艺
脱胶和中和技术
过程参数控制
质量波动故障排除
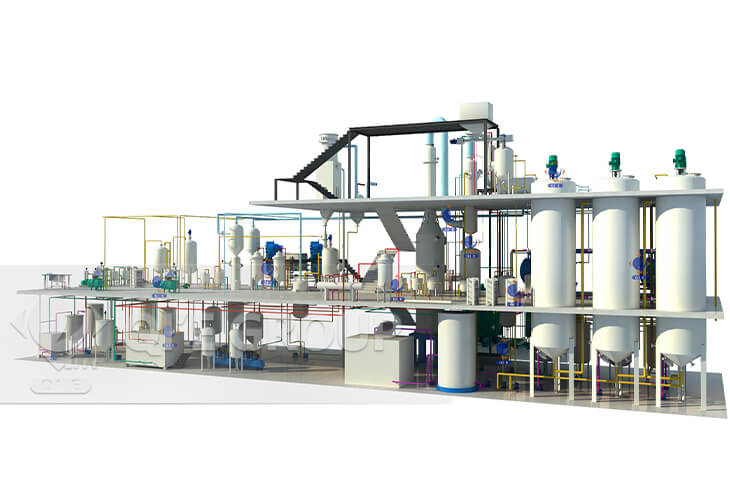
自动化棕榈油精炼设备
棕榈油精炼工艺
脱胶和中和技术
过程参数控制
质量波动故障排除
自动化棕榈油精炼设备
 122
|
棕榈油压榨精炼设备
高效棕榈油设备
自动化棕榈油设备
122
|
棕榈油压榨精炼设备
高效棕榈油设备
自动化棕榈油设备
 101
|
棕榈果油生产线
棕榈果油加工设备
高效棕榈油生产线
自动化棕榈果油生产线
棕榈油处理设备
大规模棕榈油生产线
节能棕榈果油设备
稳定性能棕榈油生产线
高质量棕榈果油设备
棕榈果油生产技术
101
|
棕榈果油生产线
棕榈果油加工设备
高效棕榈油生产线
自动化棕榈果油生产线
棕榈油处理设备
大规模棕榈油生产线
节能棕榈果油设备
稳定性能棕榈油生产线
高质量棕榈果油设备
棕榈果油生产技术
 370
|
棕榈油精炼工艺
脱胶脱酸技术
过程参数控制
质量波动故障排除
自动控制系统
370
|
棕榈油精炼工艺
脱胶脱酸技术
过程参数控制
质量波动故障排除
自动控制系统
 171
|
自动化棕榈油加工设备
尼日利亚棕榈油机械
高效棕榈油提取技术
压力容器安全标准
ISO 9001 棕榈油制造
171
|
自动化棕榈油加工设备
尼日利亚棕榈油机械
高效棕榈油提取技术
压力容器安全标准
ISO 9001 棕榈油制造